نورد پروفیل های آلومینیومی
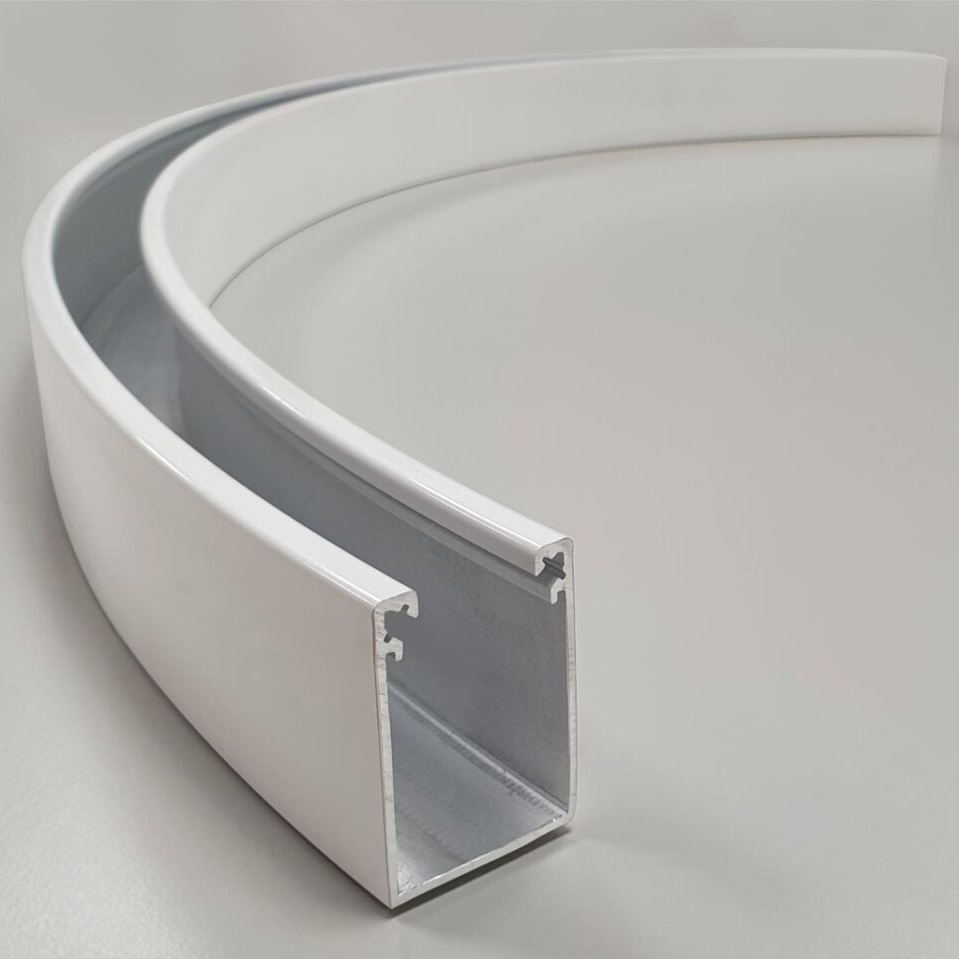

یکسری از درب و پنجره های آلومینیوم حلالی، قوسی، دایره ای احتیاج به دستگاه خم برای اجرای خمکاری پروفیل ها دارند. ظرافت در اجرای خم و دقت در چشم نوازی محصول همواره در صدر توجهات گروه تولید بوده و این عملیات از دقت بسیار بالایی در محصول برخوردار می باشد.
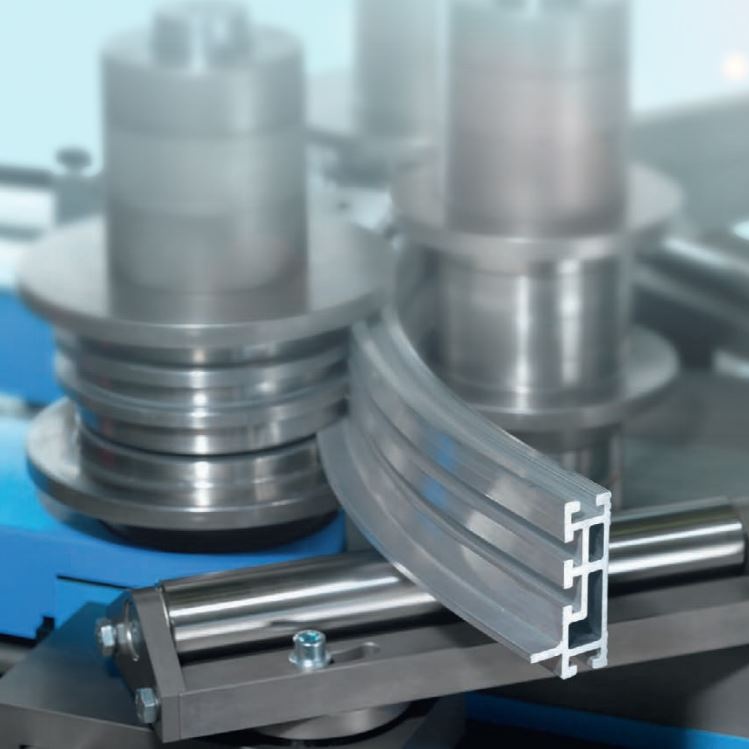
روش های متداول خم کاری
خمش سه نقطه ایی : در خمش سه نقطه ایی همانند خمش سه غلطکی
خمش سه غلطکی : در این روش خم کاری یک غلطک مرکزی وجود دارد که به ارامی در چرخش است و به لوله فشار وارد می کند.
خم کننده ی تنیدنی
خم کننده ی مندریل
خم کننده ی کششی
عوامل موثر در کیفیت خم کاری
در خم کاری آلومینیوم و در حفظ تلرانس ابعادی مورد نظر و همچنین کیفیت سطح نهایی کار به عوامل زیر بسیار توجه شود:
- جنس و آلیاژ لوله آلومینیوم
- نوع و طرح خم لوله
- ابعاد و اندازه ماشینکاری
- امکانات و دستگاه های خمکاری
- وضعیت پرداخت قالبها از نظر کیفیت سطح